



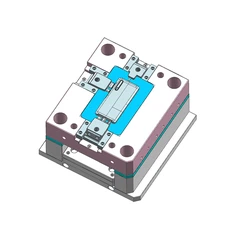

A nagyméretű lámpatömítő gyűrűkhöz való öntőformák tervezése méretük és a légmentes tömítések kritikus igénye miatt egyedi kihívásokat jelent. Ezeknek az alkatrészeknek a puszta mérete azt jelenti, hogy az öntőforma felépítésének kisebb inkonzisztenciái is jelentős vetemedéshez vagy hiányos kitöltéshez vezethetnek. Az egyenletes falvastagság fenntartása a gyűrűben kiemelten fontos. Az eltérések eltérő zsugorodást okozhatnak a hűtés során, ami torzulást eredményezhet, amely veszélyezteti a tömítést. Különös figyelmet kell fordítani az elválasztó vezetékre, hogy biztosítsa a tökéletes síkságot, megelőzve az esetleges szivárgási útvonalakat. A szerszámnak robusztus szorítómechanizmusokat is tartalmaznia kell, hogy elhajlás nélkül kezelje a nagy vetített területet.
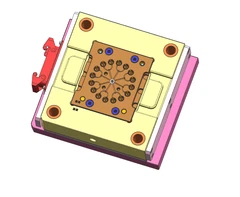
A nagy alkatrészek kapurendszere gondos tervezést igényel. Egyetlen kapu gyakran nem képes megfelelő töltést biztosítani anélkül, hogy ne sugározzon vagy légcsapdákat ne okozzon. Gyakran alkalmaznak több kaput, esetleg melegcsatornás rendszerrel kombinálva. Ez elosztja az áramlást, csökkentve a befecskendezési nyomást és a nyírási fűtést. Ezeknek a kapuknak az elhelyezése kulcsfontosságú a kiegyensúlyozott töltés érdekében. Itt felbecsülhetetlen értékű a szimulációs szoftver, amely megjósolja az áramlási mintákat és azonosítja a lehetséges problémás területeket, mielőtt a forma megépül. A megfelelő légtelenítés ugyanilyen fontos. A nagy részek több levegőt zárnak be, ezért jól megtervezett szellőzőhálózatra van szükség- az égési nyomok elkerülése és az üreg teljes kitöltése érdekében.
Egy másik kulcsfontosságú szempont az öntőforma anyagának kiválasztása. Nagyméretű alkatrészek nagy mennyiségű-gyártásához a formaalapot és az üregeket olyan anyagokból kell készíteni, amelyek deformálódás nélkül ellenállnak az ismételt hőciklusoknak és a nagy szorítóerőknek. Előedzett acélokra vagy speciális ötvözetekre lehet szükség. Az olyan felületkezelések, mint a nitridálás, javíthatják a kopásállóságot és a korrózióvédelmet, meghosszabbítva a penész élettartamát. A hűtőcsatorna kialakítása bonyolultabbá válik. Stratégiailag kell elhelyezni őket, hogy hatékonyan kezeljék a nagy termikus tömeget, biztosítva az egyenletes hűtést és minimalizálva a ciklusidőt anélkül, hogy lokális feszültségkoncentrációt okoznának, ami az alkatrész meghibásodásához vezethet.
A nagy, rugalmas alkatrészek, például a tömítőgyűrűk kilökése bonyolult lehet. A hagyományos tűkidobás nyomot vagy torzulást okozhat. Gyakran előnyben részesítik a levegőkifúvó vagy lehúzó lemezrendszereket. Ezek a módszerek egyenletesebben osztják el a kilökőerőt az alkatrész felületén. A formatervezésnél figyelembe kell venni az alkatrészkezelést is. Az olyan funkciók, mint a mélyedések vagy az emelők, beépíthetők az automatizált rendszerek vagy kezelők általi biztonságos és hatékony eltávolítás érdekében. Ha már előre kezelik ezeket a bonyolult tervezési problémákat, a gyártók kiváló minőségű, nagy méretű lámpatömítő gyűrűket érhetnek el állandó méretekkel és megbízható tömítési teljesítménnyel.